�л������Ļ���ҵ��
WH��T0102—1996
��̨�綯�������
1996—12—06����
1997—07—01ʵʩ
ǰ ��
�����Ǹ���GB��T1.1—1993��������������д�ġ�
�����ǽ���ҹ��Ļ���ҵ����̨��е���豸�İ�ȫҪ���ƶ��ġ�
——�������л������Ļ�����������
——������ݵ�λ�������̨��ѧ�����о���
——������Ҫ����ˣ���������ʡ�硢�������δ��
——������Ϊ�Ļ���ҵ����̨��е����״η�����
1 ��Χ
�����涨����̨�綯��������ļ�ľ��������Ʒ���ࡢ�ͺš�����Ҫ�����鷽�����������־�Ͱ�װ��
�����������ھ糡�����������ݳ��������õ����Ͷ��ͬʱ����ݳ����ĵĵ綯�������(���¼�Ƶ���)��
2 ���ñ�
���б����������ģ�ͨ�����������ö�����Ϊ���������ġ��ڱ�����ʱ����ʾ�汾��Ϊ��Ч�����б����ᱻ����ʹ�ñ����ĸ���Ӧ̽�֡�ʹ�����б����°汾�Ŀ����ԡ�
GB 1102—74 Բ�ɸ�˿��
GB 1497—85 ��ѹ����������
GB 4720—84 ����豸��һ���ֵ�ѹ��������豸
GB 5802—86 �����ö̻���һ���ں�«�����������豸��T(8)��У����
GB��T 13306—91 ����
GB��T 13384—92 �����Ʒ��װͨ�ü�������
ZB J80 011—88 ��̨��Ӱ���õ���װ��
3 ��Ʒ�ļ���������������ͺ�
3.1 ��������
����������ϵ��Ϊ100��125��150��175��200(kg)
3.2 ��Ʒ����
������ǣ��Ԫ���ɷ�Ϊ��
��Բ����ǣ�� �ô���L��ʾ��
��˿��ǣ�� �ô���S��ʾ��
3.3 �ͺ�
�������ͺţ�������Ʒ���š����غ�ǣ��Ԫ�����š�
3.3.1 ������Ʒ���ţ���DDJ��ʾ��(D��D��J�ֱ��ʾ�綯�����㡢����)
3.3.2 �ͺű�ʾ����
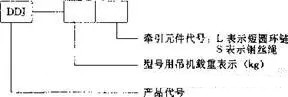
���ʾ��
DDJ—100L
���ص���100kg����Բ������Ϊǣ��Ԫ����
4 ����Ҫ��
4.1 �����Ĺ��������¶�Ϊ����5��45�档
4.2 �����������ٶ�
4.2.1 ��Բ����ǣ�������������ٶȲ�Ӧ����0.1m��s��
4.2.2 ��˿��ǣ�������������ٶȲ�Ӧ����0.5m��s��
4.3 ������������ʱ��������Ӧ����65dB(A)��
4.4 ���������������������ʱ���ϸ˼����������²�Ӧ����90�棬����¶Ȳ�Ӧ����70�档
4.5 �����
4.5.1 ��̨����̨���ϵ���ͬ������ʱ��ͬʱ���ڵ�����������Ӧ���������г̵�0.1����
4.5.2 �����ظ���λ���Ӧ������±5mm��
4.6 ���֡����ס���������˿��
4.6.1 ���֡������ڻ��ӹ��ȴ�����Ҫ����̽�˼�飬���ó��ִ��ѵ�ȱ�ݡ�
4.6.2 �����û����ľ��ȼ�ǿ��Ӧ����GB5802�еĹ涨��
4.6.3 �����ø�˿��Ӧ����GB 1102�涨��
4.6.4 �������ƶ�������С�ڽϴ�������10������˿��Ӧȡ�İ�ȫϵ��K��9��
4.7 ���ٻ����岻������������
4.8 �����ı���װ�ü���ȫ��ʩ
4.8.1 ���������н��̼�����Ӧ��ȡ���ɴ�ʩ��
4.8.2 ����Ӧ����ʧ���ƶ�װ�á�
4.8.3 �������С�����Ӧ���г̱��������л�Ӧ�м��ޱ���װ�á��г̱����ͼ��ޱ����ֱ���ƿ��Ƶ�·������·��
4.9 ����Ԫ���������豸Ӧ����GBl497��GB4720�е��йع涨��
4.10 �����еĽ����ṹ�������豸�Ľ�����ǡ����µĽ�����Ƥ����Ӧ�ɿ��Ľӵأ��ӵص��費����4Ω(�ظ��ӵص��費����10Ω)�������豸�����ߵľ�Ե����ֵ����С��0.5MΩ��
5 ���鷽��
5.1 ��������
5.1.1 ����װ���У����Ƽ��ٻ���װ����Ϻ�Ӧ���пո����ܺ����飬�ܺ�ʱ��Ӧ������60min������ǰӦע��涨�����͡��ո���������ڶ�غ��½������飬����ʱ�䲻����30min�������в�Ӧ����
��©�ͺ��쳣������
5.1.2 ����װ��װ��ϸ��Ӧ���пո����������飬��5m�г��ڣ����д���Ӧ������10�Ρ����к��
��װ�õĸ���ָ���Ӧ���ϵ�4�����йع涨��
5.2 ��������
���������Ӧ���и������顣��������Ӧ��ZBJ80 011��5.1.3ִ�С�
5.3 ��������
��������ϸ����й������飬��������Ӧ��ZBJ80 011��5.1.4ִ�С�
5.4 ��������
�����ڽϸ��ٶ��¿�������ʱ������������α���1m����õ�����Ӧ����4.3�涨��
5.5 �����ٶȲ���
������ְ�߲���ͬһ̨��������2m��ʱ�䣬ȡ10�β���ƽ��ֵ����ֵӦ����4.2.1��4.2.2�涨��
5.6 ���¼�����¶Ȳ���
���������������������20���Ӻ����¶ȼƲ��ϸ˼�����������Ӧ����4.4�й涨��������ʽ����
�����Dz��������¶�Ӧ����4.4�й涨��
5.7 ͬ��������
������ְ�߲�����̨ͬ�����еĵ�������ͬһ�߶�����10�����г̲ȡ10��ƽ��ֵ����ֵ
Ӧ����4.5.1�涨��
5.8 �ظ���λ���Ȳ���
�ڸְ���ϱ�һ���㣬�ظ���λ5�Σ�ȡ�����ƫ��Ľϴ�ֵ����ֵӦ����4.5.2�涨��
5.9 �г̱����ͼ��ޱ���
�г̱����ͼ��ޱ������ڵ���װ����Ϻ�������ʮ�Σ������Ӧ�ﵽ100����
6 �������
6.1 ��Ʒ�뾭�����쳧�������鲿�ż���ϸ��иò�Ʒ�ϸ�֤��������
6.2 ��Ʒ�����Ϊ��ʽ����ͳ������顣
6.2.1 ��ʽ����
��ʽ���飬�����������ݽ��У������������֮һ��Ӧ������ʽ���顣
a) �²�Ʒ���ϲ�Ʒת�����������ƶ��ͼ�����
b) ��ʽ��������ṹ�����ϡ������нϴ�ı䣬����Ӱ���Ʒ����ʱ��
c) ��������ʱ�����ڻ����һ��������Ӧ�����Խ���һ�μ��飻
d) ��Ʒ����ͣ���ָ�����ʱ��
e) �������������ϴ���ʽ�����нϴ����ʱ��
f) ���������ල�������������ʽ�����Ҫ��ʱ��
6.2.2 ��������
a) �������鰴5.1�����С�
b) �����ĸ������飬��5.2�й涨ִ�С�
c) �����Ĺ������飬��5.3�й涨ִ�С�
d) �ϡ����г̱��������飬��5.5�����С�
7 ��־�Ͱ�װ
7.1 ��־
���쵥λӦ�ڵ���������λ���Ϲ̶����ƣ����Ƴߴ缰����Ҫ��Ӧ����GB��T13306�Ĺ涨����Ʒ�ı�
����Ӧ������
a) ���쳧����
b) ��Ҫ����������������ʡ�ת�١����ٱȡ�����Ť�ء��ϴ�ת�ر�������������
c) �������ڼ���ţ�
d) ��Ʒ�����ͺš����
7.2 ��װ
7.2.1 ��Ʒ������Ӧ������ʽ��װ����װ��Ӧ����GB��T 13384�е��йع涨��
7.2.2 ��װ�����־Ӧ����GB191���йع涨����־��Ӧ�������и��
a) �ջ���λ���ַ����վ��
b) ���ơ��ͺż����γߴ�(��×��×��)��
c) ����λ�ü�����λ�ã�
d) ������λ����ַ����վ��
e) ��ȫ��־��
7.2.3 ���쳧Ӧ�������Ʒ�����м����ļ�װ���װ���ڣ�
a) װ�䵥��
b) �����ϸ�֤��
c) ʹ��˵����(��˵�����б���ע����װ��λ�ij���Ҫ���ǣ��Ԫ����ƫ�ڽ�)�� |
